螺母焊接输送机 是在点焊时使用的自机输送机构,可以大幅提高点焊机的焊接效率与品质,设备安装方便,原点焊机无需做改动便可直接安装,接入点焊机的脚踏开关后便可实现设备联动。螺母输入位置稳定,无错位。
1.1 主要技术参数
使用电源 | 380V |
控制电源 | 220V±10%,50HZ |
输入最大功率 | 0.4KVA |
输送螺母能力 | 单个M8四角螺母50-80个/min |
适合螺母尺寸 | M5,6,8,10,12,7/16 |
接入气管尺寸 | Ф8 |
机器重量 | 60Kg |
输送枪最大输送范围 | 150mm或者200mm |
震动盘直径尺寸 | 250mm或者300mm |
最大外形尺寸 | 300*400*1000 |
| |
- 安装、配线与配管
安装:
本设备仅可以安装在室内使用,安装地方应该选择湿性尘埃少、无有害气体,安装时应该把机器的地脚调整平衡后把螺母紧固。
第一表用户需准备的设备
形式 | |
电源 | 电源电压 | V | 380(220) |
电源容量 | KVA | 0.5 |
电源开闭器容量 | 2P 450V | 5A |
连接导线 | mm2 | 0.75 |
压缩空气 | 空气压缩机 | HP | 3以上 |
空气压 | MPa | 0.5-0.7(吹气时不低于0.4) |
给气管外径 | mm | 10 |
脚踏开关或者按钮 | 供螺母输送机输入信号使用(可以利用焊机的脚踏开关) |
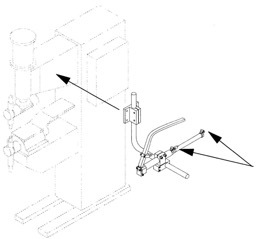
通过T型支座,可以把把螺母输送枪安装在焊接机的左边或右边,以不影响操作为前提。
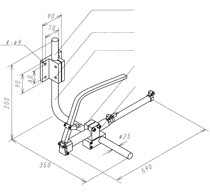
(5)-1 首先按照T型支座的安装,安装示意如图,如果由于有其他的部件无法安装在焊接的推荐部位时,请使用输送枪、L型支柱、异径型支柱固定座、旋转型支柱、T型支座进行配合找出合适的安装位置后,在焊机上打孔并攻M8的螺纹,把T型支座安装在焊机上固定好,把L型支柱安装在T型支座上稍微锁紧螺钉,再把异径型支柱固定座安装在L型支柱上,同时把输送枪安装在旋转型支柱全部进行稍微锁紧螺钉。把输送枪安装在调整块上,注意务必要把需要插软管的一端朝上。

调整旋转型支柱,使螺母输送枪偏移焊接机下电极定位销(避免接通气源时因误动作使螺母输送枪导向杆伸出撞击而造成损坏),分别把气管插在快速接头上,螺母输送机接通压缩空气,调整压缩空气的气压为0.2-0.3Mpa,正常状态下输送枪导向杆应该是回到顶点位置,如果输送枪导向杆伸出,说明进气的气管方向接反,请把气缸的进气管调换安装。

调整完毕后,把L型支柱、异径型支柱固定座、旋转型支柱、T型支座的固定螺钉全部拧紧并确认已锁紧,在“手动”状态下,通过手动“伸出/缩回”按钮来输送螺母,确认螺母输送枪位置调整情况是否合适、输送枪导向杆动作是否顺畅、气缸伸出和缩回的速度可以通过单向节流阀来调节;同时把气缸二端的磁性开关调整好,并确其回到原始位置和完全伸出到位后磁性开关是否感应正常,当气缸动作到相应位置时磁性开关指示灯会点亮,确认正确后把磁性开关固定好,并重复试验确认其位置安装正常

安装完成后,把螺母输送管的另一边安装在震动盘出料口上,由于输送管、输送枪接口、震动盘出料口紧密配合安装,因此会比较难安装,通过用热水把软管加热后再安装会比较容易安装。

如果需要成套焊机,购买时请在本公司的产品中选购点焊机与本设备一并购买,或来电与我公司工程人员联系,可得到专业细致的咨询。


